

At CES 2025, PRM, a pioneer in industrial automation and testing solutions, took center stage with its groundbreaking innovations. The spotlight is on PRIME, an industrial AI Agent that bridges the gap between traditional testing methods and intelligent automation. Alongside PRIME, PRM is demonstrating the transformative potential of its AOB (Automated Operation Business) and AEB (Automated Engineering Business) matrixes. AOB provides a suite of adaptive manufacturing solutions for real-world challenges, while AEB delivers AI-driven engineering tools that empower innovation, simplify complex processes, and enhance operational efficiency across industries. Together, these pillars showcase PRM's commitment to driving the future of industrial precision and intelligent manufacturing.
Since its founding in 2011, PRM has been at the forefront of precision testing, continually evolving to meet the demands of a rapidly changing industrial landscape. From its beginnings as a niche design house, PRM transitioned into a system integrator in 2017 and later launched PRIME in 2023 to redefine efficiency in manufacturing. The company's GD³ (Global Distributed Design and Delivery) strategy, introduced in 2024, further emphasizes its global ambitions, particularly in North America, Europe, and Southeast Asia.
PRIME: Revolutionizing Testing and Manufacturing
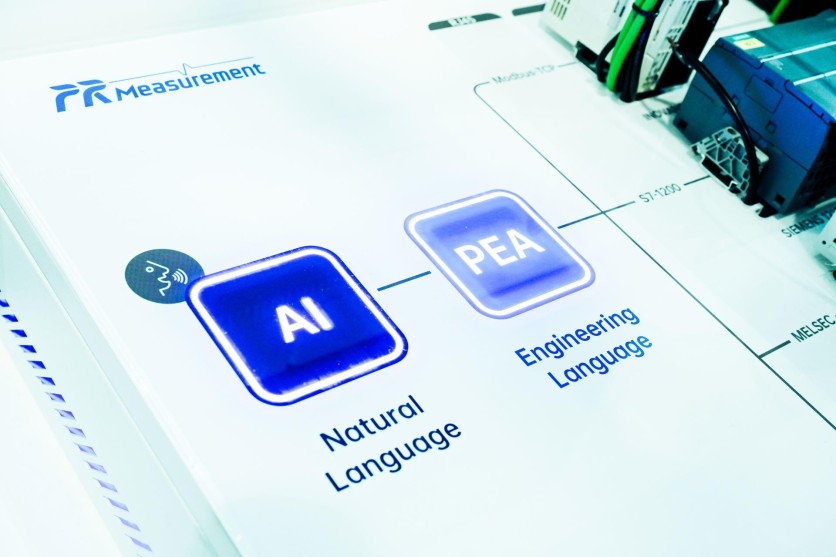
PRIME excels at seamlessly translating natural language into precise engineering commands, enabling the execution of complex tasks with ease. By connecting the digital and physical realms through advanced controllers and actuators, PRIME transforms conceptual designs into actions, ensuring both accuracy and scalability. This capability not only enhances operational efficiency but also democratizes advanced engineering, lowering the technical barrier for professionals across industries.
AEB: Redefining Flexible Manufacturing
PRM's Automated Engineering Business (AEB) is revolutionizing modern manufacturing with solutions designed to tackle key industry challenges. At its core, AEB emphasizes adaptability, precision, and sustainability, meeting the evolving needs of manufacturers while maintaining the highest standards of reliability and efficiency.
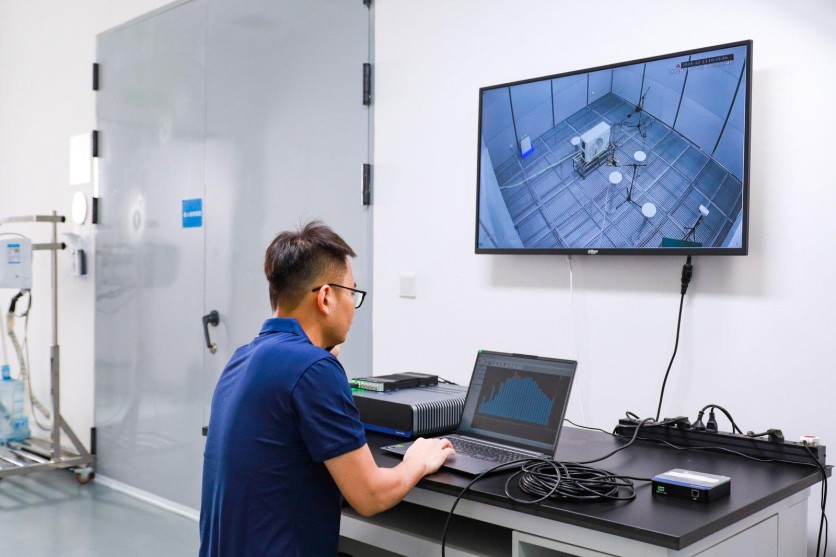
Take PRM's acoustic testing systems, for instance. These systems bring lab-grade precision to production environments, allowing manufacturers to test the sound quality of components like automotive motors and speakers. PRM's solutions overcome challenges like vibration and noise interference. This ensures products meet stringent auditory quality standards, enhancing both performance and user experience.
Similarly, PRM's automated circuit board testing solutions stand out for their ability to handle the demands of diverse products, from smartphones to wearables. Through precise temperature control, modular test instruments, and high-accuracy algorithms, these systems reduce retest rates and improve testing stability, enabling manufacturers to scale production without compromising quality.
Another transformative offering is PRM's Smart Lab, which is fully integrated with IoT technologies and AI-driven analytics. This lab has already demonstrated remarkable results in specific applications, such as reducing energy consumption by 30% and increasing automation efficiency by 70%. By combining advanced automation with digital analytics, PRM's Smart Lab optimizes product R&D processes, driving both innovation and sustainability.
What sets AEB apart is the integration of PRIME, PRM's flagship Industrial AI agent, which acts as an intelligent assistant. PRIME connects digital design with physical execution, bridging natural language commands and complex engineering tasks. Its ability to automate workflows, optimize processes, and minimize errors amplifies the efficiency of AEB solutions, creating a seamless ecosystem for modern manufacturing.
Applications Driving Industrial Transformation
PRM's innovations extend beyond technology to address real-world challenges in industries like automotive and consumer electronics.
In the automotive sector, PRM's AI-driven systems are transforming quality control processes. For instance, its sound anomaly detection technology leverages advanced AI models to replace traditional manual methods, ensuring faster and more accurate identification of motor and component anomalies. Additionally, PRM's surface defect detection systems use AI-powered vision algorithms to achieve high precision and consistency in identifying flaws in automotive components, ensuring rigorous quality standards.
PRM has made significant strides in the consumer electronics sector with its cutting-edge testing solutions. PRIME, leveraging AI-driven capabilities, automates complex testing workflows for devices such as smartphones, tablets, and wearables, ensuring faster, more accurate assessments. Complementing PRIME, PRM's A²TP (AI Automated Test Platform) offers a scalable solution for testing a wide range of products, including phones, tablets, and wearables, using AI, robotics, and motion control technologies. Furthermore, PRM's A²S Lab (AI Automated Sense Lab) brings lab-grade sensory testing to every product line, with solutions for human-machine perception (auditory, tactile, and visual) and environmental control (sound and vibration). Through tests on components like speakers, microphones, hinges, and buttons in foldable smartphones, A²S Lab helps manufacturers optimize user experience, offering comprehensive performance evaluation and quality control.
By combining advanced technology with practical applications, PRM is not only addressing the challenges of modern manufacturing but also setting new benchmarks for efficiency, reliability, and sustainability.
A Vision for Global Collaboration
PRM's GD³ strategy reflects its dedication to empowering everyone to be an innovator. By delivering accessible, advanced tools, the company enables engineers to push the boundaries of precision testing and manufacturing. PRIME, along with AOB and AEB, forms the foundation of this vision, bridging consumer demands with industrial capabilities and driving sustainable growth in global operations.
At CES 2025, PRM successfully showcased its groundbreaking innovations, including PRIME, AOB, and AEB solutions, leaving a lasting impression on the industry. As the company continues to drive innovation and sustainability, it invites industries worldwide to explore tailored solutions that address their unique challenges and unlock new possibilities for growth.
ⓒ 2026 TECHTIMES.com All rights reserved. Do not reproduce without permission.




